A printing concept about concentration
There are many concepts about concentration in printing. What are the concepts of these densities and what are their uses in actual printing? This article does a brief discussion on this.
â–²1ã€Concentration
Concentration is a comprehensive concept divided into reflection concentration and transmission concentration. Taking the reflection concentration as an example, a beam of light is projected onto the surface of the object, the projected luminous flux is lo, and the luminous flux reflected by the surface of the object is lr. The reflectance is: R=lr/lo; the concentration is defined as D=lg(1/R). .
It can be seen that the larger the D is, the lower the reflectance is, and the darker the object is; the instrument that measures the concentration in printing is a concentration meter.
â–² 2, full plate density and tone concentration
Halftone prints represent light and shade levels as a percentage of dots. Density of area with 100% dot
That is full version density, generally expressed in Dv. In the non-100% dot area, there are portions covered with ink (the density thereof is referred to as dot density Dv) and portions not covered with ink (shown as paper density). The tone concentration is the concentration of paper concentration and dot concentration, which is generally expressed by D1. Therefore, the tone concentration is also called the dot area concentration and is widely used.
Measured dot gain value. The expansion of printing outlets is inevitable. The dot expansion value should be equal to the percentage of the print network points minus the percentage of outlets of the printing film.
The Murray-Davis formula is used to measure the percentage of printed dots. That is, α=(1-1O-D1)/(1-1O-DV) where α is the percentage of dots in the measured area of ​​the sheet, and D1 is the order of the measured area. To adjust the concentration, DV is the full plate concentration. Measured dot gain values ​​can provide pre-compensation parameters for printing plates.
Measuring print contrast. The formula for printing contrast is K=1-D1/DV. D1 is the tone concentration after printing on a 75% dot on the film. The larger the K value in printing, the darker the tune is, the better the printing quality is. The amount of ink supplied when the value of K is the maximum is the optimal amount of ink for printing control.
The amount of printing ink supply is controlled by controlling the full plate density DV. We know that the ink supply at the maximum value of K at the time of printing is the best, and the full-plate density DV at this time can be used as a parameter for controlling the amount of ink in printing. For example, if the K value of the black plate is the maximum, the corresponding DV is 1.65, and the density is generally controlled to be 1.60 to 1.70 when printing.
â–² 3, color separation concentration and color concentration
In color printing, when a density is measured with a color densitometer for a certain color patch, three values ​​D1, Dg, and Db are obtained. These three values ​​are called the separation density of this color patch. The D1 value is a measurement result when the color density meter adds a red filter, and reflects the absorption ability of the color block to the red light component of the incident light; the corresponding Dg and Db correspond to green light and blue light, respectively.
It is often necessary to detect certain characteristics of color inks in printing. For example, to detect the yellow ink, the three separation densities of the yellow block can be measured with the color density. It is found that the Db value is large and the D1 and Dg values ​​are small because the yellow ink absorbs most of the blue light and reflects most of the red light. And green light. We refer to the larger Db value as the color density of the yellow block. Magenta ink and blue ink analogy.
The color concentration of yellow, magenta, and cyan is also called the full-scale concentration of these three colors. The full-scale concentration measurement is mentioned in the previous applications 1 to 3. For the yellow version, the data to be measured is its color concentration value Db; the analogy of the magenta version and the cyan version.
Measure ink performance parameters. Frequently detected items have color shift, gray scale, and color efficiency. For example, the calculation of the color efficiency for yellow ink is: 1-0.5×(D1+Dg)/Db. Among them, D1, Dg, and Db are the three-color separation density of yellow ink, Db is its color density or full-plate density, and the other two inks are analogous.
â–²4. Decomposition concentration and synthesis concentration
From a mathematical point of view of these two concentrations, the concentration of the principle of superposition (Figure 1).
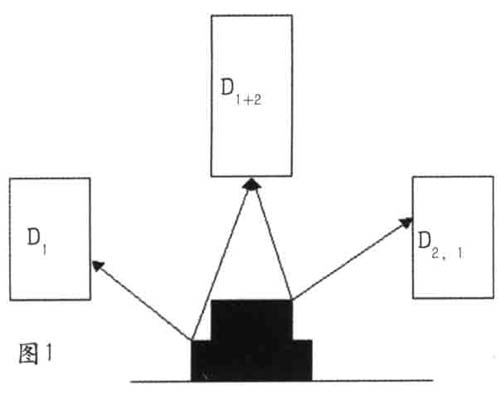
In the figure, D1 represents the density of the first layer of ink, D2, 1 represents the density of the second layer of ink superimposed on the first layer of ink, and D1+2 represents the combined density of the two ink layers. There is D1+2=D1+D2,1 where D1,D2,1 are called decomposition concentrations, and D1+2 is called synthesis concentration.
Measure the overprint rate of the ink. The overprint rate of the ink represented by the density is f=D2, 1/D2. Where D2,1 represents the concentration of the second layer of ink superimposed on the ink of the first layer, and D2 represents the concentration of the second layer of ink printed separately on the paper. To measure D2 alone, 1 is not possible. According to the above concentration formula D1+2=D1+D2,1 we know that D2,1=D1+2-D1. Therefore, the formula can be changed to f=(D1+2-D1)/D2. The D1, D2, and D1+2 were measured with a densitometer to calculate the overprint rate of the second color ink on the first color ink. Of course, a color filter complementary to the second color should also be added to the mutual overprint measurement of the color ink.
(to be continued)
Deboning chicken is a time-consuming process and large meat processing plants deal with significant amounts of meat. Even if a plant employs a large number of workers to debone poultry manually, it will still be costlier and more time-consuming than utilizing deboning machines. Additionally, manual deboning has a negative effect on the freshness and quality of the meat. To solve these problems, Helper deboners provide excellent efficiency and output.
You can preprocess the poultry by cutting them into parts, and then efficiently debone separated meat by Helper deboner, which means customers only need to purchase the meat and segment it. Sunby deboners can quickly debone the meat and has less influence on the meat quality during the processing. Moreover, there are many models of deboners to meet your different demands.
After processing, minced poultry can be made into chicken nuggets, sausages, etc.. The remaining crushed bone can be made into pet feed because it contains a lot of protein to that makes for high quality nutritional supplements.
QGJ-100 300-350kg/h
QGJ-130 600-800kg/h
QGJ-160 1200-1500kg/h
QGJ-180 2000-3000kg/h
QGJ-220 3000-4000kg/h
QGJ-300 4000-5000kg/h
Meat Deboner,Bone Meat Separating Machine,Poultry Deboning Machine,Meat Bone Separator,Red Meat Deboning Machine
Helper Machinery Group Co., Ltd. , https://www.helperfoodsolution.com